Плохая подача проволоки — распространенная проблема, возникающая при многих сварочных операциях. К сожалению, это может стать серьезным источником простоев и снижения производительности, не говоря уже о затратах.
Плохая или неустойчивая подача проволоки может привести к преждевременному выходу из строя расходных материалов, возгоранию, гнездованию птиц и многому другому. Чтобы упростить поиск и устранение неисправностей, лучше всего сначала поискать проблемы в механизме подачи проволоки и перейти к передней части горелки к расходным деталям.
Найти причину проблемы иногда может быть сложно, однако проблемы с подачей проволоки часто имеют простые решения.
Что происходит с кормушкой?

Выявить причину плохой подачи проволоки иногда бывает сложно, однако зачастую проблема имеет простые решения.
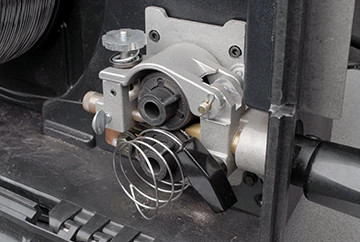
Плохая подача проволоки может быть связана с несколькими компонентами механизма подачи проволоки.
1. Если приводные ролики не двигаются при нажатии на спусковой крючок, проверьте, не сломано ли реле. Если вы подозреваете, что проблема в этом, обратитесь за помощью к производителю устройства подачи. Другой возможной причиной является неисправный провод управления. Вы можете проверить провод управления с помощью мультиметра, чтобы определить, нужен ли новый кабель.
2. Причиной может быть неправильно установленная направляющая трубка и/или неправильный диаметр направляющей для проволоки. Направляющая трубка расположена между приводным штифтом и приводными роликами, обеспечивая плавную подачу проволоки от приводных роликов в горелку. Всегда используйте направляющую трубку подходящего размера, устанавливайте направляющие как можно ближе к приводным роликам и устраняйте любые зазоры на пути прохождения проволоки.
3. Обратите внимание на плохие соединения, если у вашей горелки MIG есть адаптер, соединяющий горелку с механизмом подачи. Проверьте адаптер мультиметром и замените его, если он неисправен.
Посмотрите на приводные ролики
Показанное здесь гнездование птиц может возникнуть в том случае, если вкладыш обрезан слишком коротко или размер вкладыша не соответствует используемой проволоке.
Использование приводных роликов неправильного размера или типа может привести к плохой подаче проволоки. Вот несколько советов, как избежать проблем.
1. Всегда сопоставляйте размер приводного ролика с диаметром проволоки.
2. Проверяйте приводные ролики каждый раз, когда устанавливаете новую катушку с проволокой на механизм подачи проволоки. При необходимости замените.
3. Выберите тип приводного ролика в зависимости от используемой проволоки. Например, гладкие сварочные ролики подходят для сварки сплошной проволокой, а П-образные — для трубчатой проволоки — порошковой или металлопорошковой.
4. Установите правильное натяжение приводного ролика, чтобы сварочная проволока оказывалась достаточной для плавной подачи.
Проверьте вкладыш
Некоторые проблемы со сварочной гильзой могут привести к неустойчивой подаче проволоки, а также к ее возгоранию и образованию птичьих гнезд.
1. Убедитесь, что вкладыш обрезан до нужной длины. При установке и обрезке вкладыша кладите пистолет ровно, следя за тем, чтобы трос был прямым. Полезно использовать линейный калибр. Также доступны расходные системы с вкладышами, которые не требуют измерения. Они фиксируются и концентрически выравниваются между контактным наконечником и штырем питания без крепежных элементов. Эти системы обеспечивают безошибочную замену направляющей для устранения проблем с подачей проволоки.
2. Использование сварочной втулки неправильного размера для сварочной проволоки часто приводит к проблемам с подачей проволоки. Выбирайте вкладыш, размер которого немного больше диаметра проволоки, так как он обеспечивает плавную подачу проволоки. Если вкладыш слишком узкий, его будет трудно подавать, что приведет к поломке проволоки или гнездованию птиц.
3. Скопление мусора во вкладыше может затруднить подачу проволоки. Это может произойти из-за использования неправильного типа приводного сварочного ролика, что приведет к попаданию стружки в направляющую. Микродуга также может привести к образованию небольших сварочных отложений внутри гильзы. Замените сварочную гильзу, если ее налипания приводят к неустойчивой подаче проволоки. Вы также можете продуть кабель сжатым воздухом, чтобы удалить грязь и мусор при замене вкладыша.

Крупный план обратного выгорания проволоки в контактном наконечнике самозащитного пистолета FCAW. Регулярно проверяйте контактные наконечники на наличие износа, грязи и мусора, чтобы предотвратить возгорание (показано здесь), и при необходимости заменяйте контактные наконечники.
Мониторинг износа контактного наконечника
Сварочные материалы составляют небольшую часть горелки MIG, но они могут влиять на подачу проволоки, особенно на контактный наконечник. Чтобы избежать проблем:
1. Регулярно проверяйте контактный наконечник на износ и при необходимости заменяйте его. Ищите признаки защемления, которое возникает, когда отверстие в контактном наконечнике со временем становится продолговатым из-за прохождения через него проволоки. Также обратите внимание на скопление брызг, так как это может привести к обратному ожогу и плохой подаче проволоки.
2. Рассмотрите возможность увеличения или уменьшения размера используемого контактного наконечника. Попробуйте сначала уменьшить размер на один размер, это поможет лучше контролировать дугу и улучшить подачу.
Дополнительные мысли
Плохая подача проволоки может стать неприятностью в вашей сварочной операции, но это не должно замедлять вас надолго. Если после проверки и регулировки механизма подачи по-прежнему возникают проблемы, обратите внимание на свою сварочную горелку MIG. Лучше всего использовать самый короткий кабель, который сможет выполнить свою работу. Более короткие кабели сводят к минимуму намотку, которая может привести к проблемам с подачей проволоки. Не забывайте также, что во время сварки кабель должен быть как можно более прямым. В сочетании с хорошими навыками устранения неполадок правильный пистолет поможет вам дольше выполнять сварку.
Время публикации: 01 января 2023 г.


