Пористость очень распространена при сварке алюминия.
В основном материале и сварочной проволоке имеется определенное количество пор, поэтому при сварке необходимо избегать крупных пор, чтобы поры не превышали стандарт. Когда влажность превышает 80℅, сварку необходимо прекратить. Вероятность того, что поры превысят стандарт, также составляет 80℅, и вернуть детали легко.
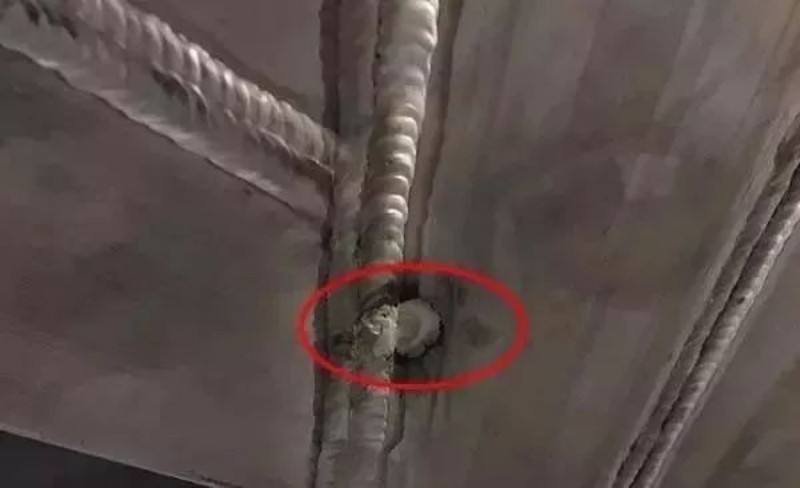
Сварка в состоянии влажности, показанном на рисунке, с большой вероятностью приведет к возврату заказа.
Сварочное оборудование Xinfa отличается высоким качеством и низкой ценой. Для получения подробной информации посетите:Производители сварочных и режущих станков – Китайские фабрики и поставщики сварочных и режущих станков (xinfatools.com)


▲Влажность▲
Иногда к сварному шву прилипает черная пыль, что делать?


▲Черный и серый▲
На самом деле вольфрамовый электрод загрязнен или касается ванны расплава или сварочной проволоки, и к нему прилипает алюминий. Только когда вольфрамовый электрод будет очищен, можно продолжить.

▲Загрязненный вольфрамовый электрод имеет форму цветной капусты▲
На данный момент нам нужно только отрегулировать ширину очистки сварочного аппарата до нижней части, ток в основном составляет около 200, и начинается дуговая сварка на куске алюминиевого лома. Всего за несколько секунд вольфрамовый электрод сформирует небольшой шарик. Если вы хотите хорошо сваривать алюминий, вам необходим маленький шарик.

▲ Установите минимальную ширину очистки▲


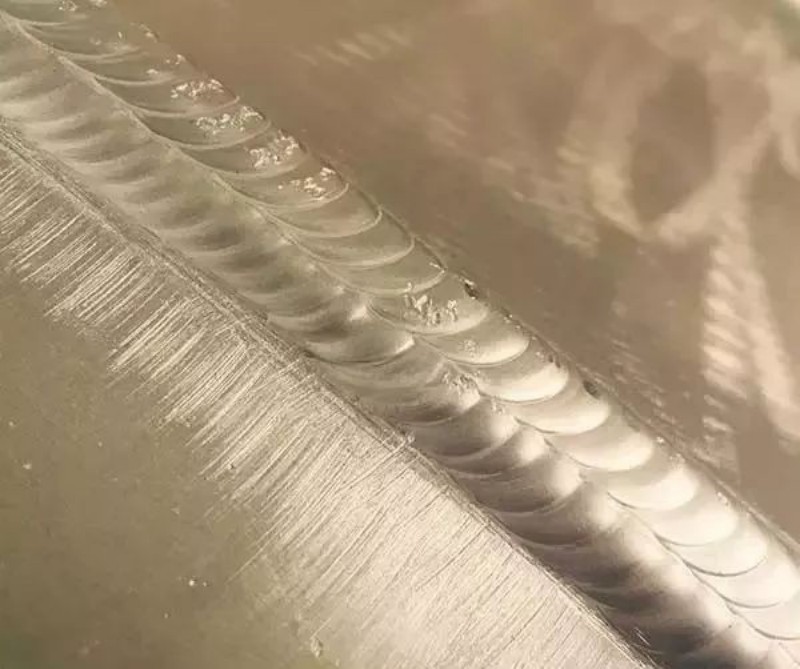
▲Волшебный шарик▲
Сравнивая сварку алюминия со сваркой нержавеющей стали, я предпочитаю сварку алюминия. Это не так хлопотно, как нержавейка, которую нужно качать. Сварка алюминия осуществляется легко, а сварочный пистолет практически не раскачивается. Эта алюминиевая трубка с гильзой представляет собой угловой сварной шов, и сварка не так уж и хлопотна.
При умеренной регулировке тока лучший ток — это тот, который может контролировать ванну расплава. Производительность каждого сварочного аппарата разная, ток будет разный, гибкость дуги тоже будет разной.




Время публикации: 29 сентября 2024 г.


