Сварочные трещины как наиболее вредный класс сварочных дефектов, серьезно влияющий на работоспособность, безопасность и надежность сварных конструкций. Сегодня мы познакомим вас с одним из типов трещин – слоистыми трещинами.
01
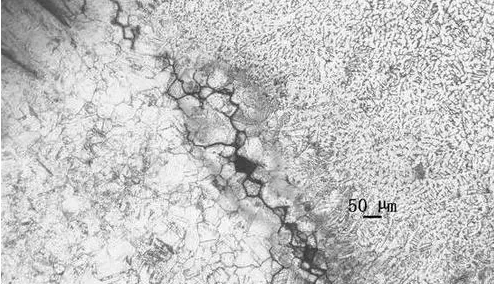
Неметаллические включения, стальной лист в процессе прокатки будет представлять собой некоторые неметаллические включения внутри стали и т. д. (например, сульфиды, силикаты), прокатанные в ленту, параллельную направлению прокатки, что приводит к изменчивости механических свойств стали. стали, включения представляют собой сварные конструкции, вызывающие ламинарный разрыв потенциальных факторов, но и основной причиной производства ламинарного разрыва.
02
Сдерживающее напряжение, из-за сварочного термического цикла, в сварных соединениях появится сжимающая сила, для данного толстолистового проката Т-образных и поперечных соединений, в параметрах сварки в условиях одинаковых условий возникает критическое сжимающее напряжение или изгиб. сила ограничения, когда значение превышает это значение, может возникнуть ламинарный разрыв.
03
Диффузия водорода, водород является стимулятором растрескивания, вследствие диффузии водорода и объединения его в молекулу так, что локальное напряжение резко возрастает, когда водород собирается во включениях в конце продвижения неметаллических включений и потери металла. адгезии и будет отрываться от соседних включений в металле, при разрушении характеристик водородного разрушения.
04
Свойства исходного материала, хотя включения являются основной причиной ламинарного разрыва, механические свойства металла также оказывают очень важное влияние на ламинарный разрыв. Плохая пластическая вязкость металла увеличивает вероятность расширения трещин, то есть плохую устойчивость к ламинарному разрыву.
Переведено с помощью www.DeepL.com/Translator (бесплатная версия)

Сварочное оборудование Xinfa отличается высоким качеством и низкой ценой. Для получения подробной информации посетите:Производители сварочных и режущих станков – Китайские фабрики и поставщики сварочных и режущих станков (xinfatools.com)
Чтобы предотвратить образование ламинарных трещин, главное в процессе проектирования и строительства – избегать напряжений и концентрации напряжений в направлении Z. Конкретные меры заключаются в следующем:
1. Улучшите конструкцию соединения, чтобы уменьшить возникающую нагрузку. Конкретные меры, такие как: приведут к удлинению конца дуговой пластины на определенную длину, предотвратят растрескивание; измените расположение сварного шва, чтобы изменить направление напряжения сжатия сварного шва, вертикальную дуговую пластину на горизонтальную дуговую пластину, измените положение сварного шва, чтобы соединение общего направления силы, параллельного прокатанному слою, могло значительно улучшиться. выполнение антиламинарного разрыва.
2. Примите соответствующий метод сварки, использование метода сварки с низким содержанием водорода является предпочтительным, например, сварка в защитном газе, дуговая сварка под флюсом, тенденция к образованию холодных трещин невелика, способствует улучшению характеристик антиламинарного разрыва.
3. Использование низкопрочных сварочных материалов, металл сварного шва имеет низкий предел текучести, высокую пластичность, легко концентрирует нагрузку в сварном шве и уменьшает зону термического влияния деформации основного материала, может улучшить производительность. антиламинарного разрыва.
4. При использовании сварочной технологии использование поверхностного изоляционного слоя; симметричная сварка, благодаря которой распределение деформации сбалансировано, что снижает концентрацию деформации.
5. Чтобы предотвратить ламинарный разрыв, вызванный холодным растрескиванием, мы должны сделать все возможное, чтобы принять некоторые меры для предотвращения холодного растрескивания, такие как улучшение предварительного нагрева и контроль температуры промежуточного слоя и т. д. Кроме того, мы также можем применить методы снятия напряжений. например, промежуточный отжиг.
6. Мы также можем контролировать размер сварного шва, используя небольшие сварочные ножки и многоканальный процесс сварки.
Переведено с помощью www.DeepL.com/Translator (бесплатная версия)
Время публикации: 24 августа 2023 г.


